Примеры изготовление самодельных металлических блёсен методами выбивания и выдавливания
Рассмотрим на некоторых примерах порядок изготовления блёсен методами выбивания и выдавливания правилками.
Метод выбивания.
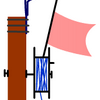
Несколько слов о подготовительных операциях. Латунный или медный лист, из которого выбивают блесну, должен быть отожжён.Если на внешней поверхности будущей блесны предполагается создать рисунок чешуи, жаберной крышки и глаза, который наносят специальными насечками, то всё это делают до выбивания блесны. Рисунок можно нанести также вытравливанием или химическими «красками», но уже на выбитой и обработанной блесне. Заготовку блесны вырезают по контуру образца с припуском 1,5—2 мм. Для изготовления блесны, изображённой на Рис. 1. необходимо иметь матрицу из дерева или пластмассы с тремя углублениями.

Рис. 1.
Контуры углубления делают произвольно, без какой-либо
опредёленной формы, лишь бы их обводы соответствовали размерам будущей
блесны. Для наглядности на рис. 2 приведены размеры блесны типа «Шторлек»
и углублений.

Рис. 2.
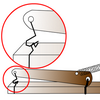
Заготовку (толщина металла 2 мм)
кладут на углубление 1 и самым крупным бойком сильными ударами выбивают
наиболее крутую часть (рис. 3).



Рис. 3.
Нужный изгиб у краёв этого углубления делают бойком небольшого диаметра на углублении 2. На углублении 3 выбивают шейку блесны и её носик, который у «Шторлека» отогнут немного в противоположную сторону. Правильность обработки контролируют путём сравнения с образцом, взятым за эталон.
При копировании блесны с рисунка это делают по картонным шаблонам, изготовленным для 3—5 сечений (один обязательно для продольного профиля блесны). Обработка заготовки заключается в запиливании краёв, выравнивании внешней поверхности, шлифовке и полировке. Затем высверливают отверстия под заводные кольца. Блесну раскрашивают или серебрят.
Рассмотрим,
как выбивают блесну, имеющую глубокий и равномерный изгиб по всей длине.
Блесна предназначена для ловли щуки, окуня, судака и т. д. Автор назвал её
«Плоскоспинка».
 б
б в
в
Рис. 4.
Дальнейшая обработка блесны заключается в запиливании краёв, высверливании отверстий под заводные кольца, шлифовании, полировке. При надобности блесну серебрят, никелируют, пассивируют и окрашивают.
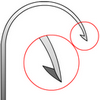
Рассмотрим
особенности обработки такой блесны с гофрированной поверхностью в
хвостовой части. Хвостовую часть блесны кладут на специально
подготовленную матрицу (считаем, что в заготовке углубление сделано) с
продольными выемками, соответствующими будущему гофру блесны (рис. 5).

Рис. 5.
Затупленным зубилом при помощи молотка делают четыре гофра, после чего их подравнивают и блесну обрабатывают обычным порядком.
Выдавливание правилками.
Как уже было сказано, при опробованной блесне по этому методу лучше сделать пластмассовую матрицу. Однако за неимением пластмассы можно обойтись и деревянной. При изготовлении этим методом блесны типа «Байкал» заготовку вырезают из отожженной латуни или меди толщиной 0,4—0,6 мм с припуском 1,5—2 мм. Заготовку точно фиксируют штифтами над углублением матрицы и лишь после этого выдавливают блесну (Изготовление металлических блёсен).
Выдавливание блесны ведут сначала правилкой
большого диаметра, а затем по мере надобности диаметр правилок уменьшают.
При выдавливании блесны «Байкал» можно обойтись одной самой крупной
правилкой. Когда заготовка всей поверхностью «сядет» в углубление матрицы,
выдавливание заканчивают. Края блесны запиливают. Поверхность шлифуют и
полируют. Сверлят отверстия для посадки лепестка блесны на стержень.
Блесну серебрят или пассивируют. Добычливая блесна, названная автором
«Гранёная» (рис. 6, а), имеет на своей поверхности грани. Рассмотрим, как
делают гранёную поверхность.
 б
б
Рис. 6.
Заготовку изготавливают из отожжённого металла (латунь, медь) толщиной 0,4—0,45 мм. Выдавливание ведут обычным методом круглой правилкой (крупной) до тех пор, пока поверхность заготовки не «сядет» на грани, сделанные в матрице (рис. 6, б). Окончательную обработку блесны делают гранёной правилкой, добиваясь чтобы блесна полностью повторяла форму углубления. Гранёную правилку при обработке перемещают вдоль по граням с лёгким нажимом, причём сначала осаживают металл в углубление, а затем выравнивают плоскость правилки. Дальнейшую отделку блесны проводят так же, как и в предыдущих случаях.
См также:Блесны за 5 минут!>>>
Оснастка вращающихся блёсен>>>
Изготовление вращающихся блёсен>>>
Утяжеление сердечника вертушки>>>
Уловистая блесна на щуку>>>
Инструкция – руководство по самостоятельному изготовлению блесен методоми выбивания и выдавливания для любителей рыбаков успешна завершена.